урок 16.03.2023
§ 34. Подготовка обтачки для обработки верхнего среза фартука. Обработка нагрудника
Подготовка обтачки
Обтачку, состоящую из одной детали, обрабатывайте, начиная с пункта 3.
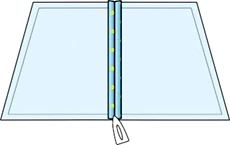
1. Если обтачка состоит из двух деталей, сложите детали обтачки лицевыми сторонами внутрь, совместите контурные линии, сметайте шириной шва 9 мм, отступив от контурной линии на 1 мм в сторону срезов.
2. Стачайте детали обтачки шириной шва (расстояние от срезов до строчки) 10 мм, точно по контурной линии, независимо от величины припуска на шов. Удалите CBH, шов стачивания разутюжьте (рис. 6.47).
3. Подогните нижний срез обтачки на изнаночную сторону на 5 мм, заутюжьте. Затем ещё раз подогните припуск на 10 мм, точно по контурной линии, заутюжьте и заметайте на расстоянии 3 мм от сгиба. Застрочите на расстоянии 1—2 мм от первого сгиба (рис. 6.48). Удалите CBH, приутюжьте.
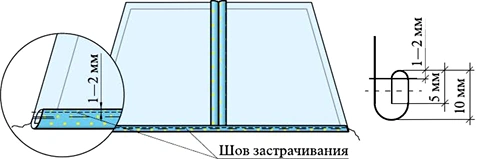
4. Проверьте качество обработанной обтачки в соответствии с критериями: величина припусков шва стачивания деталей обтачки 10 мм; припуски шва стачивания разутюжены; строчка застрачивания низа обтачки ровная и проложена точно на расстоянии 8—9 мм от линии низа обтачки (или 1—2 мм от верхнего сгиба); низ обтачки приутюжен.
Обработка нагрудника
1. Определите места расположения бретелей, отступив по боковым срезам на 15 мм.
2. Наложите бретели на лицевую сторону нагрудника: швы бретелей направьте к центру нагрудника; совместите верхний срез нагрудника и срезы бретелей; приколите бретели булавками.
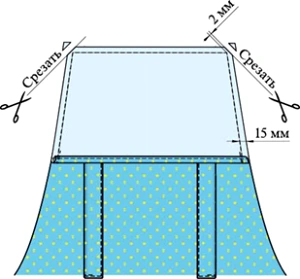
3. Поверх бретелей наложите обтачку лицевой стороной вниз, совмещая контурные линии обтачки и нагрудника, приколите, приметайте и обтачайте по трём сторонам точно по контурной линии (машинную строчку проложите со стороны обтачки) шириной шва 15 мм (рис. 6.49). Перед обтачиванием удалите все булавки!
4. Удалите CBH, срежьте припуски шва в углах, не доходя 2 мм до строчки (см. рис. 6.49).
5. Выверните нагрудник с обтачкой, выправьте швы в углах с помощью колышка.
Выметайте верхний край фартука со стороны обтачки на расстоянии 2 мм от шва, образуя кант из нагрудника шириной 1—2 мм (кант располагают на изнаночной стороне, что-бы не было видно шва с лицевой стороны фартука). Шов приутюжьте (рис. 6.50).
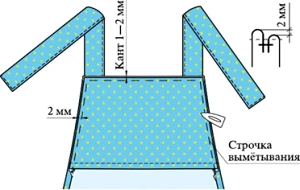
6. Проверьте качество обработки верхней части нагрудника по следующим критериям: сгибы бретелей располагаются на расстоянии не более 2 мм от углов нагрудника; углы хорошо выправлены; шов обтачивания тщательно выправлен и не виден с лицевой стороны фартука; ширина канта — не более 2 мм (см. рис. 6.50); шов обтачивания приутюжен с обеих сторон.
Обработка боковых срезов нагрудника
1. Загните боковые срезы нагрудника на изнаночную сторону точно по контурной линии, заутюжьте. Заутюженные срезы загните внутрь на 5 мм и заметайте на расстоянии 3 мм от сгиба; равномерность подгиба проверяют с помощью линейки с изнаночной стороны фартука.
2. Застрочите на расстоянии 1—2 мм от сгиба (рис. 6.51). На правой половине фартука машинную строчку начните выполнять сверху — на обтачке, а закончите внизу (рис. 6.51, б, в). На левой половине — наоборот: строчку начните снизу (рис. 6.51, а), а закончите на обтачке. Приутюжьте.
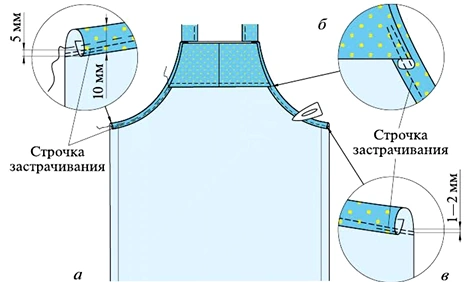
3. Проверьте качество обработки боковых срезов нагрудника по следующим критериям: подгиб равномерный; машинные строчки ровные и проложены точно на расстоянии 1—2 мм от сгиба; боковые швы нагрудника приутюжены.
Полезный совет
Выполняя застрачивание, не забывайте про закрепки!
Основные понятия и термины:
обтачка, обтачивание, кант, боковые срезы, застрачивание.
Вопросы и задания:
1. Укажите критерии, по которым проверяется качество обработки верхней части нагрудника.
2. В какой последовательности следует обрабатывать нагрудник фартука?
3. Каким швом обрабатываются боковые срезы нагрудника?
*4. В каком случае подкройная обтачка нагрудника фартука может состоять из нескольких деталей?